在壓鑄生產中,壓鑄模具表面溫度的控制,直接影響著產品孔隙度及局部氣孔缺陷。一套設計科學、冷卻效果明顯可控的高壓水冷卻控制系統顯得十分重要。
模具水冷卻控制現狀
目前,壓鑄模具表面溫度的控制主要通過在模具的冷卻通道內通入油或水等熱交換介質來實現;國內壓鑄廠傳統的方法是將壓力為0.2-0.3MPa冷卻用水連續通入模具冷卻通道內,冷卻水的開啟關斷和流量通過手動閥來控制。其缺點是模具表面溫度的控制依靠操作工人的經驗和反復調校來達到,操作難度大;局部區域的表面溫度難以控制,從而導致壓鑄件縮孔、疏松缺陷嚴重,壓鑄件合格率低,生產效率低下。
高壓水冷卻控制技術概述
高壓水冷卻控制技術簡單描述就是,通過對模具冷卻水的數字化管理,達到智能控制模具熱平衡,其核心為高壓冷卻水的控制技術和模具溫度分區控制。該項技術經實踐應用,對壓鑄模具的表面溫度可有效控制,從而減少壓鑄件產品孔隙度及局部氣孔缺陷,提高產品合格率。
高壓水冷卻控制工作原理
將模具冷卻用水升壓至0.6-1.2MPa,在模具填充合金料的同時快速通入模具冷卻水道對模具進行冷卻,冷卻時間到,停止通水,冷卻通道中吹入壓縮空氣,清除冷卻通道內殘余冷卻水。
模溫分區控制
高壓點冷機提供最多6組(高壓模冷機最多16組)單獨可控供水和吹氣回路;模具溫度控制可劃分為不同的區域,每個區域可單獨控制冷卻水、清機氣體的開啟時間、通水時間,來達到控制模具不同區域的溫度,實現整體模具溫度的熱平衡。
參數量化, 模具溫控參數存儲,實現智能控制
可編程控制器(PLC)和觸摸屏的應用,模溫控制參數可方便地調節和存儲,更利于壓鑄工藝的智能化管理。
高壓點冷機的應用
◇高壓點冷機主要是針對模具型芯銷(鑲針)的高壓點冷卻,一般用于通徑0.85-2.5mm的點冷管,通入冷卻水壓力在1MPa左右;通過高壓高速的冷卻水熱交換,模具局部點的溫度迅速得以控制,消除模具局部過熱造成的鑄件熱縮或熱裂缺陷。
◇高壓點冷機和集分箱組合使用,做單點可控和回水監控超級點冷卻;也可以單獨使用,做單路可控;
◇高壓模冷機主要是針對模具型芯,鑲塊、抽芯滑塊部位的冷卻,一般用于通徑3mm 以上點冷管或模具主冷卻通道,通入冷卻水壓力在0.6MPa左右
◇高壓點冷機和高壓模冷機一般配套使用,分別控制模具不同部位,以更精確實現模具熱平衡。
高壓點冷機主要功能:
◇自動控制儲水液位,出水低位和高溫報警;
◇管路超壓安全控制和報警;
◇2-6路主機供水和反吹氣選擇控制;
◇回水監測和報警;
◇PLC控制和彩色觸摸屏操作;
◇中英文操作界面,圖形化實時顯示;
◇20組模具菜單存儲和調用;
◇故障診斷和報警歷史記錄。
 辦公地址
重慶市九龍坡區陶家鎮陶跳路11號
辦公地址
重慶市九龍坡區陶家鎮陶跳路11號
 電子郵箱
shengyuan@cqsymj.com
電子郵箱
shengyuan@cqsymj.com
 聯系我們
86-23-68415006-818
聯系我們
86-23-68415006-818 公司傳真
023-68412553
公司傳真
023-68412553
 公司簡介
公司簡介 榮譽資質
榮譽資質 生產設備
生產設備 研發設計
研發設計 數控加工
數控加工 品質保障
品質保障 裝配調試
裝配調試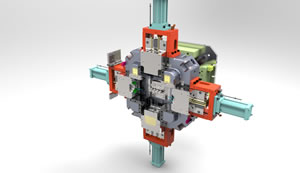 壓鑄模具
壓鑄模具 壓鑄產品
壓鑄產品 合作伙伴
合作伙伴 交流活動
交流活動 盛源動態
盛源動態 展會信息
展會信息 行業資訊
行業資訊