1)模具使用前預(yù)熱、溫度均勻。
2)合理的噴涂涂料。
3)正確的冷卻、保持恒溫。盡量使用模溫機(jī)。
4)采用合理的壓射速度和壓力。
-----------------------------------------------------------------------------------------------------
2.模具日常維護(hù)與保養(yǎng)
1)模具壓鑄一定數(shù)量后,進(jìn)行消除應(yīng)力處理。一般新模壓鑄5 000一10000次以后進(jìn)行第一次去應(yīng)力回火,以后每10000—20000次后進(jìn)行去應(yīng)力處理。去應(yīng)力回火溫度比原來回火溫度低30-50℃。
-----------------------------------------------------------------------------------------------------
3.在模具發(fā)生磨損后
1)模具表面進(jìn)行噴丸處理,以減少龜裂紋。
2)對模其進(jìn)行振動去應(yīng)力處理。
3)通過機(jī)械加工除去熱裂紋、龜裂紋。
-----------------------------------------------------------------------------------------------------
4.模具清理新技術(shù)
(1)干冰噴丸清理
把液態(tài)C02制成干冰丸,噴射到模具表面進(jìn)行清理,見圖2-8所示。這是一種在線上清理模具的新技術(shù)。
干冰系統(tǒng)組成:干冰噴射機(jī),空氣壓縮機(jī)、干冰制粒機(jī)、干冰儲存器,液態(tài)CO2儲槽、工作區(qū)的CO2氣體監(jiān)測器。

圖2-8 干冰清理模具
1)干冰清理原理。將直徑2—3 mm的干冰球丸裝人噴丸機(jī)的料斗中,使用低壓壓縮空氣將干冰丸通過導(dǎo)管輸送到噴槍中,以300m/s的速度噴射到型腔表面,帶有高動能干冰丸碰撞型腔表面產(chǎn)生熱沖擊及激冷作用。使型腔表面的涂料殘留物、殘渣,污垢等被剝離,從而迅速把模具表面的臟物清除掉,而達(dá)到清理的目的。
2)干冰的消耗一般為0.5 -1 kg/min,通常1m2的型腔表面處理所需時間為1l -5min。
3)優(yōu)點(diǎn):
①有利于延長模具壽命,避免采用噴丸處理時模具表面的研磨損失。
②對環(huán)保有利。干冰丸可完全氣化,而無殘留溶劑或其他液體殘渣。
(2)超聲波清理
清理設(shè)備見圖2-9所示。
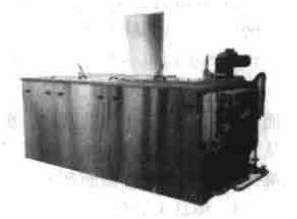
圖 2-9 超聲波清理模具設(shè)備
工作原理及過程見圖2-10所示。
擊打開原圖")
圖 2-10 超聲波清理原理
優(yōu)點(diǎn):
①模具清理。
②減短泡洗時間,5 -10分鐘可清洗干凈。
 辦公地址
重慶市九龍坡區(qū)陶家鎮(zhèn)陶跳路11號
辦公地址
重慶市九龍坡區(qū)陶家鎮(zhèn)陶跳路11號
 電子郵箱
shengyuan@cqsymj.com
電子郵箱
shengyuan@cqsymj.com
 聯(lián)系我們
86-23-68415006-818
聯(lián)系我們
86-23-68415006-818 公司傳真
023-68412553
公司傳真
023-68412553
 公司簡介
公司簡介 榮譽(yù)資質(zhì)
榮譽(yù)資質(zhì) 生產(chǎn)設(shè)備
生產(chǎn)設(shè)備 研發(fā)設(shè)計
研發(fā)設(shè)計 數(shù)控加工
數(shù)控加工 品質(zhì)保障
品質(zhì)保障 裝配調(diào)試
裝配調(diào)試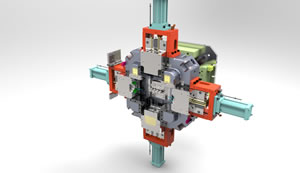 壓鑄模具
壓鑄模具 壓鑄產(chǎn)品
壓鑄產(chǎn)品 合作伙伴
合作伙伴 交流活動
交流活動 盛源動態(tài)
盛源動態(tài) 展會信息
展會信息 行業(yè)資訊
行業(yè)資訊